
The complexities of engineering an injection molded plastic component or part for a complex application must translate to moldability. If a molder is inexperienced in tool design and process optimization, there’s a good chance they won’t be familiar with methodologies essential for creating a highly efficient injection molding process such as scientific molding and, more specifically, Design of Experiments (DOE) within scientific molding.

This article is broken into two sections. First, the injection molding process; the 3 steps that tool and process engineers take to ensure consistent and repeatable manufacturability of flawless molded parts. Then, we'll explore the 8 steps to optimizing injection molding production.
In broadest terms, the injection molding process can be broken into three steps:
Determining product objectives such as function, aesthetics, assembly, etc., and the requirements for accomplishing the objectives. A team of engineers specially trained in advanced methodologies such as Design for Manufacturability (DfM) is assembled to identify and possibly improve upon solutions to meet the particular project requirements — including the selection of materials for the final complex injection molded part and the tool.

Like product design, a thoughtful approach to tooling proves valuable. In addition to choosing the appropriate material for tool construction — hardened steel, pre-hardened steel, or aluminum — designing for proper gate location, draft, etc., is necessary to prevent costly project missteps.
![[Free Guide] Tooling Design for Injection Molding](https://no-cache.hubspot.com/cta/default/22287/14ef05bc-25ee-4012-9d27-9a0d9c5f40e1.png)
Production is the obvious goal of the step-by-step injection molding process. Achieving successful outcomes brings together the product and tool designs with resins that deliver to project needs (such as strength, heat tolerances, sterility, etc.) and moldability requirements including tight tolerances, uniform wall thickness, heating, cooling, and consistently repeatable cycling.
Why are scientific molding and DOE important to your injection molding project? Simply put, they take injection molding production to a much higher level of precision, helping to lower costs in the long run by allowing for the identification and correction of tooling problems prior to production.
Experienced injection molders use scientific molding and DOE as the foundation for a robust and optimized injection molding process that leads to the successful manufacture of critical-use plastic parts and components by introducing a series of progressive checks and balances.

When making decisions about process optimization, tool engineers and process engineers work together to proactively identify and correct any tooling weaknesses, following these 8 steps:
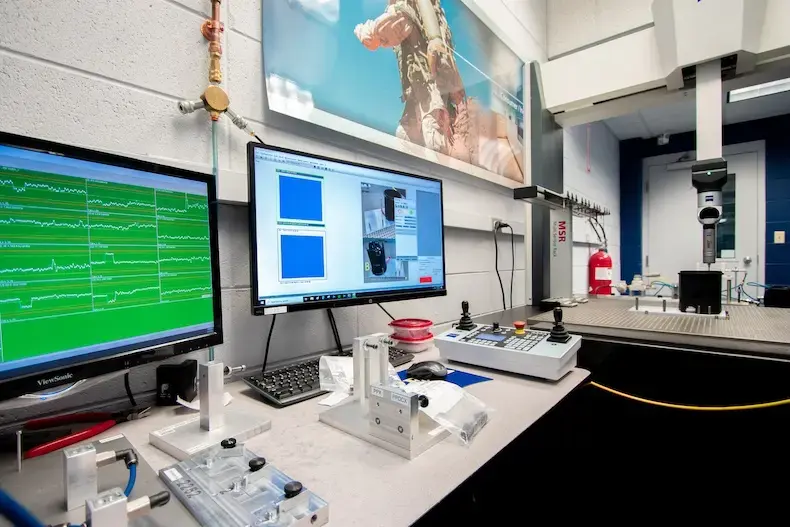
Every aspect of the tool's mechanical functionality is assessed to make sure everything works as designed, using the material settings provided by the supplier of the material to be molded.
Short shot injection molding happens when molten plastic doesn't fully fill the mold cavity. Dynamic pressure loss and, in a multiple-cavity tool, cavity imbalance are determined and documented using sample parts. Also, the rheology curve (or viscosity curve) is established to indicate the best fill rate and pattern.
Both the pressure curve and weight of the sample parts are observed to see if the gates fully seal and at what point sealing occurs.
All defects are examined and recorded, along with recommendations for any adjustments in the process or the tool in order to correct the defects. Likewise, data is recorded with regard to melt temperature, fill time, tool temperature, coolant flow, cycle time and pressure curves.
The sample parts go to quality control for examination and documentation of their measurements, shot-to-shot consistencies and overall quality.
Based on information gathered during quality control, necessary tool adjustments are made, and new sample parts are made.
The new sample parts are subjected to the same quality testing and more adjustments are made, if necessary.
The quality testing and adjustments continue until all process parameters meet their performance ranges. Once verified, the tool is ready for use and the injection molding process is deemed optimized.
By leveraging scientific molding and DOE, experienced custom injection molding engineers understand each phase of development — from tool design and mold fill analysis to process monitoring and quality control. The result? The most efficient and robust process possible for manufacturing the complex injection molded plastic parts and products you need for complex applications from medical devices to automotive parts.
To learn more about optimizing injection molding production, read our Tight Tolerance guide. Click the button below for your free copy.


The 30-second Summary Medical molding needs validation when final results can’t be…
READ MORE

The 30-second Summary As RJG phases out eDart by 2030, Kaysun is proactively stagi…
READ MORE
Injection-molded parts and products are staples for OEMs in industries ranging fro…
READ MORE

