
Steps in the Scientific Molding Process
STEP 1:
REVIEW AND RECOMMEND
Define part fit; plan sensor strategy
STEP 2:
DESIGN PART AND TOOLING
Optimize gate, venting, cooling, and sensor layout
STEP 3:
BUILD TOOL
Precision steel and instrumentation per spec
STEP 4:
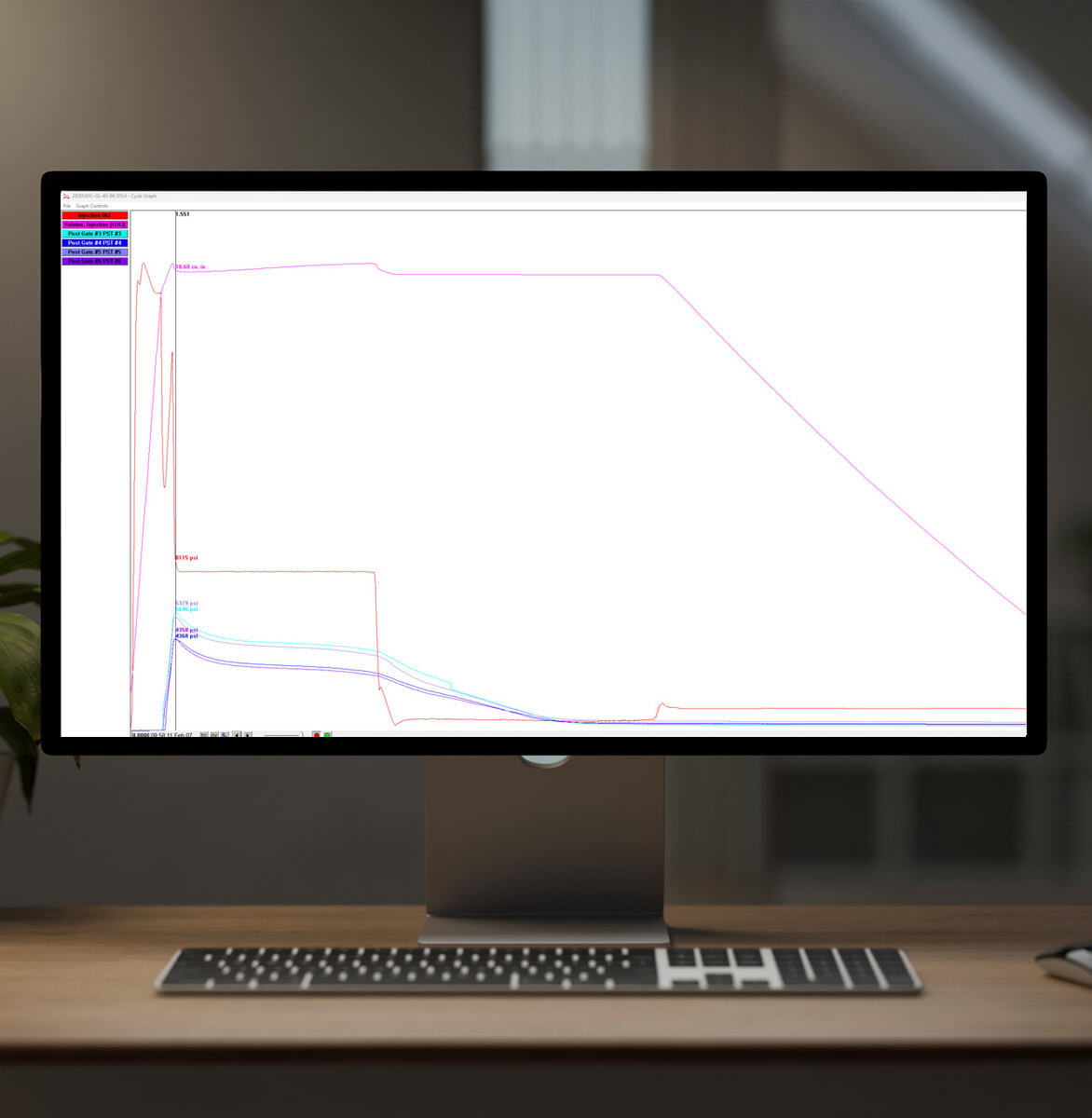
ESTABLISH PROCESS WINDOW (DOE)
Analyze fill/pack/hold; document switch-over
STEP 5:
MOVE TO PRODUCTION AND MONITOR
Lock validated settings; statistical process control (SPC) and alarms
STEP 6:
MAINTAIN
Validated/documented/optimal (“golden run”) audits; proactive maintenance